Jul 02, 2026
Managing gas-invaded drilling mud requires a reliable centrifugal degasser to prevent fluid dilution, fix shifting viscosity, and eliminate mud pump cavitation. Traditional horizontal vacuum degassers feature massive footprints and complex piping, complicating operations on tight jobsites. To eliminate these operational bottlenecks, this advanced configuration incorporates an in-tank suspended settlement architecture and active fluid dynamics to stabilize fluid chemistry seamlessly.

In-Tank Installation Workflows
Selecting fluid conditioning equipment requires an exact match between throughput capacity and site spatial limits. Legacy surface units occupy extensive tank deck space and demand high-horsepower centrifugal feed pumps, inflating initial commissioning budgets and long-term utility expenses.
In contrast, this specialized centrifugal degasser delivers a compact electromechanical integration to simplify field workflows:
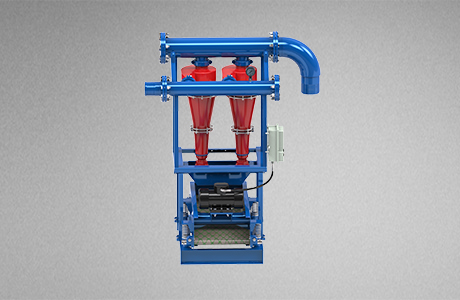
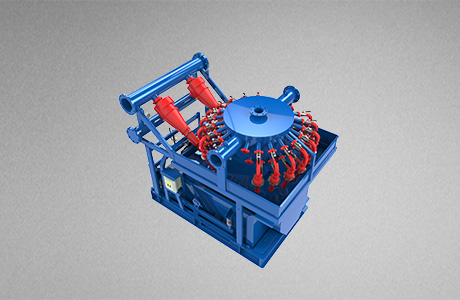
Zero Exterior Tank Footprint: The unit utilizes a fully submerged, vertical suspension design inside the sand trap or processing compartment. This maximizes open deck space and provides valuable layout margins for downstream solids control assets.
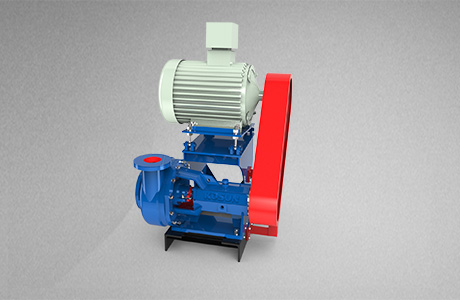
Self-Priming Feed Stream: The machine exploits centrifugal fluid forces to establish an automated self-feeding mechanism, eliminating the need for dedicated progressive cavity or submersible slurry pumps. This pump-free aspiration process reduces single-unit power draw, securing a low-consumption, high-throughput real-time processing loop.

Accelerated Multi-Phase Separation Restores Mud Rheology
Beyond minimizing physical infrastructure boundaries, the system provides high-G kinetic performance to safeguard active drilling fluid chemistry and protect downhole tools:
Micro-Bubble Centrifugal Extraction: The high-velocity drive system generates a powerful localized acceleration field. The gas-cut slurry enters the base suction port and spreads into a thin film against the inner wall. This forces entrained micro-bubbles to burst instantly. Reclaimed gas routes through the central exhaust pipe. Consequently, the base mud recovers its density rapidly and restores optimal fluid viscosity quickly.
Dual-Function High-Shear Agitation: To mitigate barite sagging in weighted mud, the discharge nozzle delivers continuous, high-shear kinetic fluid movement. Consequently, the centrifugal degasser functions simultaneously as a heavy-duty mud agitator to maintain slurry homogeneity.
Conclusion
Implementing a premium centrifugal degasser inside tight footprints eliminates fluid degradation. This dependable process engineering helps international contractors lower operational expenditures and satisfy strict international safety and environmental audits.